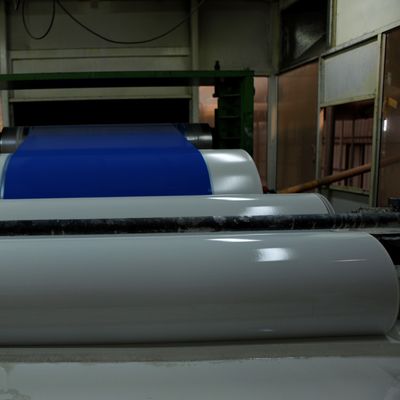
Ausgezeichnete Stahlstreifen-Farbbeschichtungs-Linie (beschichtend, lamellierend, druckend, prägend etc.)
Ausgezeichnete Stahlstreifen-Farbbeschichtungs-Linie
(Beschichtend, lamellierend, druckend, prägend etc.)
Wir haben erfahren, das Team in Auftrag zu geben, das Farbentechnologen, Auftragmaschinenoperationsexperten und aus thermischen Systemintegrierern besteht, um Betriebsparameter zu führen und herzustellen und Ihre Leute für Laufruhe der Anlage auszubilden.
Unsere Rollenauftragmaschinen werden zum fordernden Bedarf des spezifischen Kunden hergestellt, der das komplette Spektrum von beschichtenden Anwendungen für verschiedene Arten von Farben, Anstrichschichtdicke, Streifenbreiten und Stärke sowie Leitungsgeschwindigkeiten treffen. Unsere Präzisionsdiaauftragmaschinen sind für manuelles oder automatisches Anstrichschichtdickekontrollsystem bestimmt, die Genauigkeit und Produktivität erhöhen, beim Verbessern von Beschichtungsgewichtsübereinstimmung.
Wir bieten Auftragmaschine 9 Hauptplan mit die Eigenschaft nicht an drucken, die für ununterbrochene Endlinie Operation passend ist. Änderung in den Zündkapselfarben, Fertiganstrichfarben und Druck- Muster wird ohne Linie Stillstand und Gebrauch der blinden Spule erzielt.
Manuell-fungierender Brückenkran setzt rohe Spule auf Eintrittsgleiter vor uncoiller. Scheren Sie dann verpackenden Gurt von der Spule. Spule würde aufgehoben, indem man Laufkatze und Bewegung zu umwickelndem Block von uncoiler lud. Höhe der Spule würde manuell justiert, um seinen inneren Durchmesserkern auszurichten, um von uncoiler Block zu entkernen. In dem Augenblick als, uncoiler Block unten zum Mindestwert zeichnet. Ladende Laufkatze der Bewegung langsam, zum der Spule zu senden, um Linie von uncoiler zu zentrieren. Dieser Moment, rollt der umwickelnde Block oben, um zu machen zu umwickeln, an ihn fest anzuschließen. Uncoiler-Presswalze, dann unten zu kommen, ladende Laufkatze kommt auch unten und unterhalb uncoiler Gleiters zurück. — Ist oben materieller Prozess der Last des Eintrittsabschnitts.
Prozessfluß
Ladende Laufkatze I# u. Rolle Klemm-I# u. II# II# Uncoiler I# u. II# Uncoiler scheren I# u. Flattener-Spannungs-Zaumrollen-I# Nieteneinschläger II# gemeinsamer Klemm-Rollen-Eintritt (S-Rolle) Looper, der Bürstenmaschine I#-Quetscher II# u. III# Maschine I#-Spannungs-Zaumrollen-II# (S-Rolle) zentriert Vor-Entfettungsquetscher I# Entfettungsrollenden, die I#-Quetscher IV# wäscht II#-Quetscher V# wäscht III#-Quetscher VI# u. VII Schlagservice I# der Heißluft zentriert Maschine II# die chemische beschichtende Wasserdampf-Trockenofen abkühlende I#-Spannungs-Zaumdruckluftrolle III# (S-Rolle) die malereirollen-Auftragmaschinenhauptfarbe der Maschine III# wäscht zentrierend Haupt, diekurierenden Ofen abkühlendes DRUCKLUFTII# der Hauptfarbe planiert, zwang die Wasserkühlung für die Hauptfarbe, welche die Maschine IV# heiß zentriert service II# der Luft zwang die Schlagspannungs-Zaumrolle IV# (S-Rolle) die Maschine V#-Endmalereirollen-Auftragmaschine Endfarbe zentrierend, die kurierenden Ofen abkühlendes DRUCKLUFTIII# der Endfarbe planiert, die Wasserkühlung für die Endfarbe, die service III# der Heißluft der Maschine VI# Schlagspannungs-Zaum zentriert, rollen Laminiermaschineneinheit Ausgang Looper V# (S-Rollen) kalten, Spannungs-Zaumrollen-VI# (S-Rolle) Klemm, dierolle die III#-Ausgangsklemmrollenservowirbelmaschine (mit Gurtverpackung) Laufkatze entladend scheren
| Hauptbeschichten planierend |
7 |
Normale Temperatur |
| Hauptbeschichtenbacken |
30 |
Spulentemperatur Max220℃ |
| Gezwungenes Abkühlen der Hauptbeschichtung |
5 |
Wassersprühzirkulation/Kühlturm für das Temperaturverringern |
| Endbeschichtendes Planieren |
7 |
Normale Temperatur |
| Endbeschichtungsbacken |
34 |
Spulentemperatur Max240℃ |
| Endbeschichtung gezwungenes Abkühlen |
5 |
Wassersprühzirkulation/Kühlturm für das Temperaturverringern |

 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!